お知らせ
【コラム】なぜか減らない加工傷・・・その正体はタンクに潜む『微細スラッジ』?
「昨日タンクを掃除したばかりなのに、もう底にスラッジが溜まっている……」
そんな徒労感を感じたことはありませんか?
フィルターでろ過しているはずなのに、なぜかワークに細かな傷が入ったり、工具の持ちが悪かったりする。
その原因は、目には見えないほど微細な「10μm以下の粒子」がフィルタを素通りし、加工点へ送り込まれ続けているからかもしれません。
今回は、この厄介な微細スラッジが引き起こす「3つの実害」とその対策を解説します。
【目次】
1.なぜ清掃しても「タンク底」にスラッジが溜まるのか?
2.フィルターを通過する「微細スラッジ」
3.微細スラッジが引き起こす「3つの致命的加工不良」
4.タンクを「常にクリーン」に保つための改善策
1.なぜ清掃しても「タンク底」にスラッジが溜まるのか?
一般的なペーパーフィルターやメッシュフィルターには、必ず「網目(ろ過精度)」があります。
- 大きな粒子(20μm~):フィルターでキャッチされ、除去されます。
- 微細な粒子(~10µm):網目よりも小さい為、液体と一緒に素通りしてタンクへ流れます。
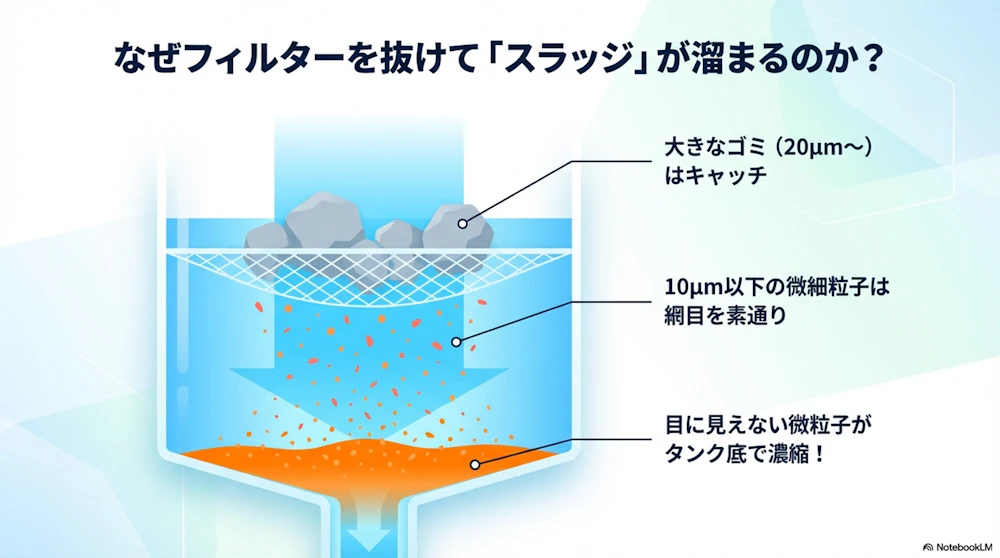
この「素通り」した粒子がタンクで濃縮される
フィルターを通り抜けた微細なスラッジは、目には見えませんが確実に液中に存在しています。
これらがタンク底や過度に少しずつ沈殿・滞留し、凝集することで厄介な「堆積物」へと姿を変えるのです。
フィルターを通しても「必ずしも綺麗にはなっていない」
目に見える表面上の粒子は取れて入れも、フィルターを通り抜けたものは常にタンクを循環し続けます。
これがタンク底にスラッジが溜まる原因であり、加工品質や液の劣化に影響する根本的な理由です。
2.フィルターを素通りする「微細粒子」の正体
フィルターを通り抜けた微細な粒子。目に見えないほど小さいからといって、無視してはいけません。
実は、この小さな粒こそが「加工精度をじわじわと蝕む真犯人」なのです。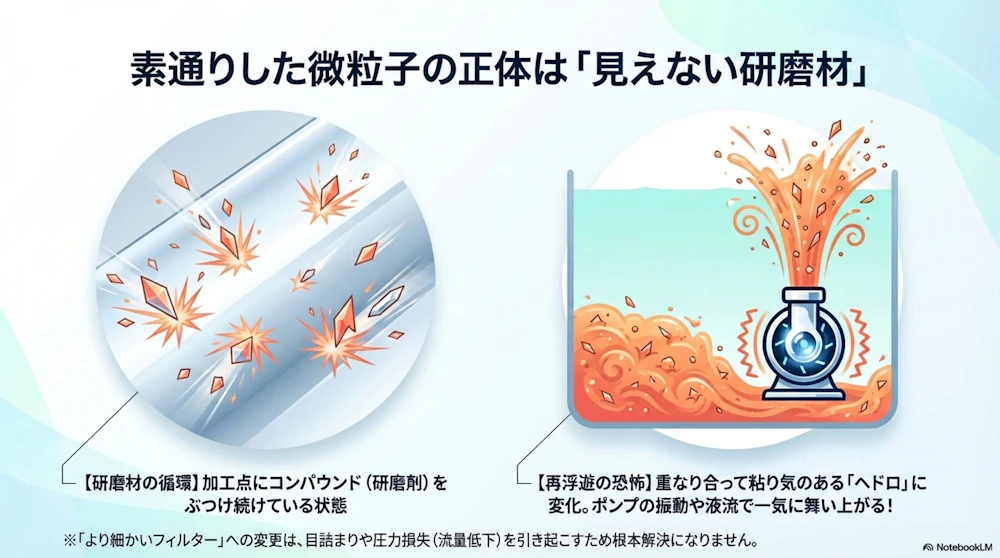
「研磨材」を循環させているのと同じ
フィルターを通り抜ける微細スラッジ(5μm以下など)は、多くの場合、非常に硬い微細スラッジや砥粒の破片です。
これらが混じったクーラントを循環させるということは、極端に言えば「薄いコンパウンド(研磨剤)を加工点にぶつけ続けている」のと変わりません。
蓄積された微細粒子が「ヘドロ」に変わる瞬間
1粒1粒は小さくても、これらがタンク内で重なり合うと、粘り気のある「ヘドロ状の堆積物」に変わります。
- 沈殿している=液中にはもっと浮遊している: タンクの底に溜まっているのは氷山の一角です。
- 再浮遊のリスク: ポンプが作動する際の振動や液の流れで、一度沈殿したヘドロが再び舞い上がり、一気に加工点へ送り込まれることもあります。
なぜ「普通のフィルター」では防げないのか
「もっと細かいメッシュのフィルターに替えればいいのでは?」という疑問が湧くかもしれません。しかし、現実には以下のジレンマが発生します。
- 目詰まりの激増: 細かすぎるフィルターはすぐに詰まり、交換頻度が上がって現場の負担が増える。
- 圧力損失: フィルターの抵抗が大きくなり、十分な流量のクーラントを加工点に送れなくなる。
上記の事から、フィルター選定も慎重に行う必要があります。
3. 微細スラッジが引き起こす「3つの致命的な加工不良」:現場の実例
「たかが数ミクロンの汚れ」と侮るなかれ。フィルターを素通りした微細スラッジが、加工点という「極限状態」に入り込むと、牙を剥いて襲いかかってきます。
実際に現場で起きたトラブル事例をもとに、その悪影響を解説します。
【実例1:表面粗さ】ワーク表面に現れる謎の「ひっかき傷(スクラッチ)」
現象: アルミ合金の精密旋削加工において、仕上げ面のザラつきが止まらない。拡大してみると、全周にわたって不規則な微細なひっかき傷(スクラッチ)が確認された。
現場の気づき: 「液が濁っている」のは、この傷の原因となる「見えない研磨材」が、加工点へ常に送り込まれている証拠です。
【実例2:工具寿命】バイトの刃先が削れる「異常摩耗(チッピング)」
現象: 難削材(チタン合金)のミーリング加工にて、通常なら100個加工できる超硬エンドミルが、わずか30個で寿命を迎えた。刃先を見ると、異常な摩耗と微細なチッピング(欠け)が発生していた。
現場の気づき: 「工具の持ちが悪い」のは、材質や切削条件のせいだけでなく、クーラントの「汚れ」が原因である可能性が極めて高いのです。
【実例3:設備トラブル】ノズル詰まりとクーラントの腐敗サイクル
現象: マシニングセンタのスルーアクスル(刃先)クーラントの流量が低下し、加工精度が熱変位でバラつくようになった。同時に、月曜朝のクーラントの腐敗臭が酷くなった。
現場の気づき: ノズル詰まりによる流量不足は、最悪の場合、工具の破損や、機械の主軸トラブルにも繋がる、重大な危険信号です。
4.微細スラッジを完全に遮断し、タンクの清浄度を維持する解決策
精密加工、特に研削加工において、液中に浮遊する微細スラッジは「砥石の目詰まり」「ワークのスクラッチ(擦れ傷)」「精度不安定」を招く最大の不安定要素です。
これらを排除し、常にクリーンなクーラントを加工点に供給するための、システム的な解決策を提示します。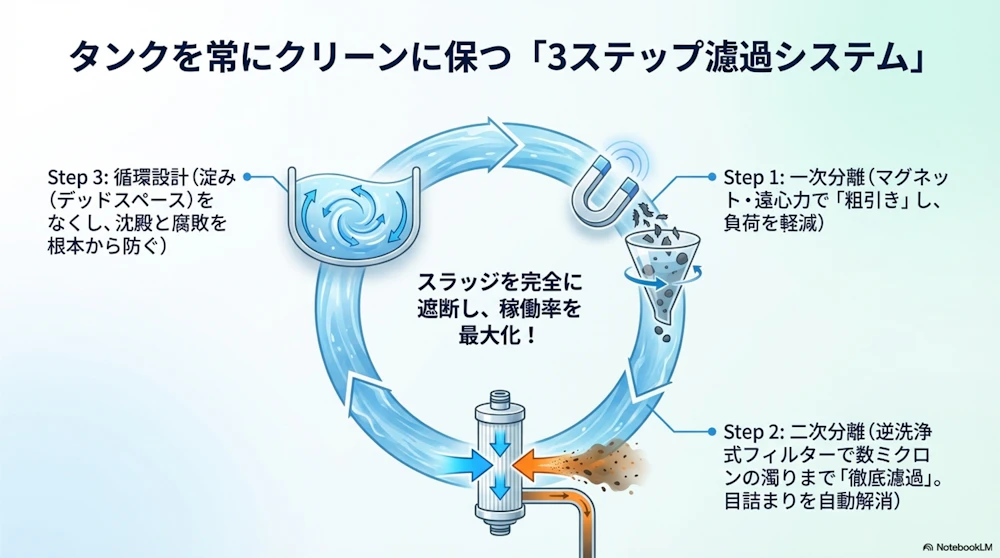
1. 一次分離:スラッジの性質に応じた「粗引き」
効率的な濾過を行うためには、まず前段で大きなスラッジや大量の粉塵を物理的に分離し、後続の精密フィルタへの負荷を軽減することが不可欠です。
- 磁性体(鋼材・鋳鉄など)の場合:マグネットセパレーター
- 磁力を利用して鉄系の微細スラッジを吸着・除去します。消耗品が発生せず、大量のスラッジを連続的に排出できるため、鉄系素材の研削には必須の装備です。
- 非磁性体(石英ガラス・セラミックス・超硬など)の場合:遠心分離機・サイクロンセパレーター
- 磁力に反応しない微細粒子を、高速回転による強力な遠心力で強制分離します。比重差を利用するため、ガラスやセラミックスといった脆性材のスラッジ除去に極めて高い効果を発揮します。
2. 二次分離:逆洗浄式精密濾過装置による「徹底洗浄」
一次分離では取りきれない、液中に漂う数ミクロン以下の微細な「濁り」をシャットアウトする工程です。
- 解決策:逆洗浄式精密濾過装置
- メカニズム: 高精度フィルターを用い、限界まで微細な粒子を捕捉します。目詰まりが発生する前に、定期的な「逆洗」によってスラッジを自動で剥離・排出する仕組みです。
- メリット: 常に新品に近い濾過精度を維持できるため、加工点には常に透明度の高いクリーンな液が供給されます。これにより、超精密研削における面粗度の安定化と、砥石のドレッシング間隔の延長(長寿命化)を同時に実現します。
3. 循環設計:タンク内流速の最適化と「堆積エリア」の解消
どれほど高性能な濾過装置を備えていても、タンクの隅にスラッジが沈殿しては、そこが菌の繁殖や再流出の温床となります。
- 解決策:攪拌ポンプとタンク形状の最適化
- メカニズム: タンク内に「流れの淀み(デッドスペース)」を作らず、常にスラッジが濾過システムへと吸い込まれる定常的な液流を形成します。
- メリット: スラッジの沈殿・固着を防ぎ、手作業による過酷なタンク清掃の頻度を劇的に減らすことができます。結果として、機械の停止時間を最小限に抑え、稼働率を最大化します。
まとめ:濾過システムへの投資が「工場の競争力」を決定する
本記事で解説してきた通り、脆性材や高硬度材の精密研削加工において、微細スラッジの堆積は単なる「汚れ」の問題ではなく、品質不良やコスト増大を招く経営上のリスクです。
1. 「加工技術」と「環境維持」は車の両輪
どれほど高度な加工プログラムや高価な砥石を導入しても、それを使用するクーラント液が汚れていれば、本来のパフォーマンスは発揮されません。
- 遠心分離やマグネットセパレーターによる効率的な一次分離
- 逆洗浄式精密濾過装置による極限までの清浄化
- タンク内の流速最適化による堆積防止
これらを組み合わせた「止まらない、汚れない」システムを構築することこそが、超精密加工における「歩留まり100%」への最短距離となります。
2. メンテナンス工数の極小化がもたらす真の価値
自動逆洗やスラッジの自動排出システムを導入することは、現場作業者を過酷で頻繁なタンク清掃から解放することを意味します。
日常的な人手による介入を最小限に抑えることで、熟練工が「清掃」という非生産的な時間ではなく、「より高度な加工技術の追求」という価値創造に時間を割けるようになります。
=========================================================
まずはお気軽にご相談ください
クーラントろ過装置でお悩みの方、または「精密濾過」「クーラントの長寿命化」「加工不良の低減」「消耗品削減」に興味のある方は、ぜひ一度、弊社・濾過精工までお問い合わせください。
お客さま一人ひとりの加工環境やニーズに合わせ、最適なクーラントろ過装置やシステムを提案させていただきます。
記事をご覧いただいた後、ぜひ弊社公式サイトやお問合せフォームをご活用ください。
・カタログダウンロード(※製造業向け情報検索サイト イプロスものづくりサイトへ飛びます)▶濾過精工カタログダウンロードページへ